





Rynek rozwiązań wspomagających logistykę i zarządzanie łańcuchem dostaw wykorzystujących technologię RFID (Radio Frequency Identification) jest w fazie dynamicznego wzrostu. RFID to technologia wciąż rozwijająca się i dająca nowe możliwości w zakresie automatycznego gromadzenia danych, tzw. ADC (Automatic Data Capture) m.in. w zarządzaniu łańcuchem dostaw. Celem RFID jest udostępnianie danych zakodowanych w znacznikach i ich odczytywanie w czasie i miejscu wymaganym przez przyjęte rozwiązania organizacyjne w przedsiębiorstwie w obszarze logistyki. Typowa realizacja systemu RFID to zestaw anten podłączonych do kontrolera i osadzonych na konstrukcji dostosowanej do wymagań użytkownika, nazywany „bramką RFID”. Analiza problemu przeprowadzona przez autorów wykazuje, że obecnie większość bramek RFID posiada ograniczenie polegające na działaniu w sposób nieselektywny. Oznacza to, że w procesie identyfikacji odczytywane mogą być nie tylko znaczniki, które przechodzą przez światło bramki, ale również te znajdujące się obok, a nawet za nią.
Skutkuje to błędną identyfikacją obiektów[14]. Potwierdzają to studia literatury przedmiotu. W polskiej literaturze problematykę zastosowania bramek opartych o technologię RFID w logistyce produkcji podejmują nieliczni autorzy [4,9, 10, 11,12, 13, 14], podobnie jak i w publikacjach zagranicznych [1, 2, 3, 5, 6, 7, 8, 15].
Badania przeprowadzone przez firmę DataConsult Sp. z o.o., Kraków, Polska, która jest przedsiębiorstwem działającym w obszarze tzw. wysokich technologii specjalizującym się w produkcji zintegrowanych systemów informatycznych do zarządzania logistyką magazynową, systemów łączących automatykę przemysłową z systemami wspomagającymi zarządzanie procesami logistycznymi, sprzedażą urządzeń peryferyjnych służących do prawidłowej obsługi przedsiębiorstw w zakresie zarządzania magazynem oraz wdrożeniach rozwiązań logistycznych dla przedsiębiorstw – wykazują że największe potrzeby w tym obszarze mają przedsiębiorstwa produkcyjne, które potrzebują rozwiązań umożliwiających optymalizację procesów logistycznych, odpornych na zaburzenia elektromagnetyczne. Powszechnie wiadomo, że w skali globalnej narasta trend optymalizacji kosztów procesów logistycznych z zastosowaniem innowacyjnych systemów – wykorzystujących automatykę (bramki, czytniki), rozwiązania mobilne (terminale, kolektory danych), oraz oprogramowanie (zarządzanie bazami danych, optymalizacja). Wymogi stawiane systemom to przede wszystkim niezawodność funkcjonowania w trudnych warunkach produkcyjnych oraz integracja w celu automatycznej wymiany danych, tak aby każdy z uczestników procesu logistycznego pracował na danych rzeczywistych.
Głównym celem artykułu jest prezentacja koncepcji prototypu pn. Zintegrowany system punktów pomiarowych przy gniazdach produkcyjnych, wykorzystujących selektywną bramkę RFID odporny na zakłócenia elektromagnetyczne, który powstanie w wyniku prac przeprowadzonych przez DataConsult we współpracy z Instytutem Logistyki i Magazynowania. System taki umożliwi zarządzanie procesami logistycznymi (wewnętrznym łańcuchem dostaw) w sposób zintegrowany w przedsiębiorstwach, w których obecnie wdrożenie tego typu systemów jest niemożliwe (z powodu zaburzeń elektromagnetycznych). System będzie odporny na w/w zaburzenia oraz będzie działał w oparciu o technologię selektywnej bramki RFID umożliwiającą jednoznaczne identyfikowanie detali. Problematyka badawcza zdeterminowała strukturę artykułu, który składa się z dwóch zasadniczych części: prezentacji wyników badań własnych, które umożliwiły identyfikację problemów i potrzeb związanych z usprawnieniem transmisji danych w strefie logistyki produkcji oraz prezentacji koncepcji prototypu zintegrowanego systemu punktów pomiarowych przy gniazdach produkcyjnych, wykorzystujących selektywną bramkę RFID odporny na zakłócenia elektromagnetyczne, który powstanie w wyniku prac B&D.
Badania w związku z problemami i ograniczeniami funkcjonowania linii produkcyjnych wywołanymi zakłóceniami pola elektromagnetycznego
1. Metodologia badań
Na pierwszym etapie badań zdefiniowany został obszar terytorialny, który ograniczony został do terytorium Polski. Zbadana została liczba potencjalnych klientów ze względu na wielkość prowadzonej działalności. Bazując na własnym doświadczeniu członków zarządu DataConsult Ltd. oraz ogólnie dostępnych informacjach do analizy przyjęto założenie, że z tego typu rozwiązań korzystają najczęściej małe, średnie lub duże przedsiębiorstwa. Wielkość potencjalnej grupy docelowej ze względu na wielkość przedsiębiorstwa określona została w oparciu o dane GUS ze stycznia 2011 r., według których na rynku krajowym zarejestrowanych było 91 893 podmiotów gospodarczych należących do grupy małych, średnich i dużych przedsiębiorstw, z czego: podmioty małe (od 10 do 49 pracowników) – 73 675, firmy średnie (od 50 do 249 pracowników) – 15 032, przedsiębiorstwa duże (zatrudniające co najmniej 250 pracowników) – 3 040. Według danych GUS przedstawionych w raporcie styczniu 2011r.[16] na rynku krajowym działało 29 090 przedsiębiorstw zdefiniowanych jako „przetwórstwo przemysłowe”. Firmy z tego sektora systematycznie rozszerzają swoją działalność, również na tynkach zagranicznych, co z punktu widzenia projektowanego rozwiązania jest dobrym prognostykiem na przyszłość.
W drugim etapie DataConsult Sp. o.o. w okresie od maja do sierpnia 2011 r. przeprowadziła badania na grupie 90 losowo wybranych firm z sektora przemysłowego z terytorium całej Polski, wśród których 10% stanowiły przedsiębiorstwa małe, 71,2% firmy średnie oraz 18,8% duże przedsiębiorstwa. Badaniami ankietowymi objęto osoby decyzyjne na poziomie technicznym, produkcyjnym oraz zarządczym. Były to osoby zajmujące stanowiska: prezes zarządu – 33 osoby (36,7%), kierownik ds. produkcji – 45 osób (50,0%), dyrektor ds. technicznych – 12 osób (13,3%).
2. Prezentacja wyników badań
Wyniki przeprowadzonych badań wykazały, że aż 53,3 % przedsiębiorstw produkcyjnych wykorzystuje na swoich halach produkcyjnych urządzenia, które zakłócają transmisję danych. W 22,2 % przypadków nie udało się przeprowadzić skutecznych wdrożeń systemów informatycznych wyłącznie z powodu zbyt dużych zaburzeń elektromagnetycznych (Rysunek 1).
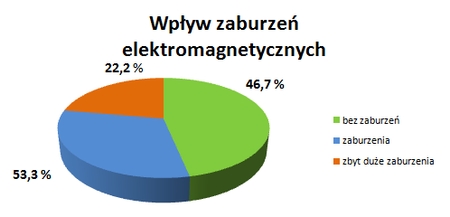
Rys. 1. Wpływ zaburzeń elektromagnetycznych na transmisję danych
Podczas badań ankietowani (69%) wskazali na problem, iż wykorzystanie w ich zakładach produkcyjnych do identyfikacji produktów technologii innych niż RFID, jak np. kodów kreskowych, często nie jest możliwe ze względu na trudne warunki pracy. Najczęstszymi ograniczeniami są:
• potencjalny duży stopień zapylenia,
• możliwość zanieczyszczenia kodu powodująca duże trudności identyfikacji optycznej,
• wysoka temperatura skutkująca zniszczeniem etykiety,
• nieregularne bądź małe kształty elementów uniemożliwiające zamocowanie kodu kreskowego.
Ankietowani określili też, iż zastosowanie technologii RFID w przypadku ich działalności produkcyjnej jest utrudnione ze względu na możliwość wystąpienia zaburzeń elektromagnetycznych (81%).
Najczęściej wskazywane oczekiwania badanych to:
• zwiększenie niezawodności jednoznacznej identyfikacji towarów, (80%)
• zwiększona odporność na zaburzenia elektromagnetyczne, (81%)
• możliwość dowolnego zagęszczenia punktów pomiarowych w ramach linii produkcyjnej, (57%)
• możliwość zmniejszenia odstępu pomiędzy liniami produkcyjnymi bez ryzyka sczytania elementu z sąsiedniej linii, (65%)
• możliwość integracji z zewnętrznymi systemami informatycznymi oraz urządzeniami automatyki przemysłowej (77%)
• możliwość dostosowania do istniejących już w zakładzie produkcyjnym rozwiązań (79%)
• skalowalność rozwiązania. (71%).
W odpowiedzi na zidentyfikowane problemy DataConsult Ltd. postanowiła stworzyć rozwiązanie – system punktów pomiarowych przy gniazdach produkcyjnych, odporny na zaburzenia elektromagnetyczne, wykorzystujący technologię selektywnej bramki RFID. System ten będzie zupełnie innowacyjnym rozwiązaniem w obszarze gospodarki materiałowej i będzie wspierać procesy logistyczne przedsiębiorstwa, umożliwiając pełną automatyzację procesów.
Koncepcja prototypu system punktów pomiarowych przy gniazdach produkcyjnych, odporny na zaburzenia elektromagnetyczne, wykorzystujący technologię selektywnej bramki RFID.
Projektowany prototyp przeznaczony będzie do wykorzystania w halach produkcyjnych charakteryzujących się wysokim współczynnikiem zaburzeń elektromagnetycznych. Jego głównymi funkcjami będą:
• Identyfikacja detali w oparciu o technologię radiowej identyfikacji towarów RFID,
• Wyznaczenie fizycznych parametrów obiektu,
• Rozliczanie produkcji,
• Zapewnienie możliwości śledzenia przepływu surowców i produktów (Traceability),
• Modelowanie procesów biznesowych w zakresie wyznaczenia prawidłowych przebiegów surowców i produktów,
• Sygnalizowanie błędów na podstawie zgromadzonych danych,
• Gromadzenie, przetwarzanie danych oraz zaawansowane usługi raportowania,
• Tworzenie analiz.
Główną częścią prototypu będzie stanowisko pomiarowe oraz selektywna bramka RFID zapewniająca możliwość identyfikacji konkretnych egzemplarzy surowców, półproduktów bądź produktów końcowych wraz z możliwością ich śledzenia (Traceability). Zarządzanie, zbieranie, przetwarzanie i prezentacja informacji z wyżej wymienionych modułów będą realizowane przy użyciu systemu zarządzania punktem pomiarowym.
Do jednoznacznej identyfikacji konkretnych egzemplarzy produktów została wybrana technologia RFID. Wybór ten podyktowany jest niewrażliwością tej technologii na trudne warunki zewnętrzne często występujące na hali produkcyjnej, takie jak: wysokie temperatury, duży współczynnik zapylenia, występowanie wysoce reaktywnych środków chemicznych, nieregularne kształty bądź małe wymiary produktów uniemożliwiające wykorzystanie kodów kreskowych. Prototyp, oprócz odczytu, będzie miał również możliwość zapisu danych w transponderach RFID w standardzie EPC Gen2. Dzięki temu system zyska funkcjonalność znakowania nowych produktów, elementów uszkodzonych, przekazanych do powtórnej kontroli oraz innych, konfigurowalnych przez użytkownika.
Prototyp będzie składał się z następujących elementów:
1. Selektywnej bramki RFID – urządzenie odczytujące informacje z tagów RFID przechodzących jedynie przez światło bramki (przestrzeń wewnątrz urządzenia),
2. Stanowiska pomiarowego (wykrywanie obecności, pomiar koloru, wagi) – zestaw czujników przemysłowych. Docelowo będzie możliwe użycie dowolnych urządzeń pomiarowych. W ramach prototypu zostaną zastosowane czujniki obecności elementu, pomiaru koloru oraz wagi obiektu.
3. Komputera przemysłowego z ekranem dotykowym oraz mobilnych punktów kontroli wyprowadzonych na kolektory danych – urządzenia służące do obsługi prototypu przez operatora,
4. Programatora RFID – urządzenie służące do zapisu danych w transponderach RFID,
5. Ekranów elektromagnetycznych – pochłaniają fale elektromagnetyczne emitowane przez urządzenia produkcyjne,
6. Systemu obsługi punktu pomiarowego przy gnieździe produkcyjnym – system informatyczny umożliwiający zarządzanie punktami pomiarowymi oraz modelowanie procesów biznesowych związanych z gniazdami produkcyjnymi,
7. Infrastruktury sieciowej zapewniającej łączność pomiędzy modułami systemu.
Konieczność wykorzystania technologii selektywnej bramki RFID (odczyt tagów jest możliwy jedynie w świetle bramki) wynika z potrzeby zapewnienia bezbłędności pracy systemu. Dzięki temu nie ma możliwości zarejestrowania elementu przesuwanego obok bramki. Projekt selektywnej bramki RFID opracowany przez Instytut Logistyki i Magazynowania [19] jest obecnie przedmiotem zgłoszenia patentowego.
Dodatkowymi zaletami selektywnej bramki RFID będą:
• Duża odporność na zaburzenia elektromagnetyczne,
• Możliwość dowolnego zagęszczenia punktów pomiarowych bez zwiększenia ryzyka odczytania nadmiarowych tagów,
• Skalowalność (możliwość dostosowania wymiarów bramki do potrzeb wdrożenia).
Oprócz selektywnej bramki RFID, każde z gniazd pomiarowych będzie mogło być wyposażone w szereg mierników przemysłowych odczytujących informacje o fizycznych cechach obrabianego w gnieździe produkcyjnym elementu. Dane odczytywane przez mierniki będą wiązane z identyfikatorem produktu i zapisywane w bazie danych celem ich wykorzystania w późniejszych analizach oraz jako dane wejściowe do systemu alertów. Wykorzystanie bezprzewodowych terminali, jako mobilnych punktów zarządzania i kontroli, będzie możliwe dzięki ekranowaniu urządzeń produkcyjnych (ograniczenie wpływu zaburzeń elektromagnetycznych na sieci informatyczne). Ich użycie spowoduje obniżenie kosztu wdrożenia – jeden terminal będzie mógł pracować na całym terenie hali, a nie tylko przy jednym gnieździe produkcyjnym. Da to możliwość wprowadzenia mobilnych mechanizmów kontroli jakości. Dzięki stałemu dostępowi do bezprzewodowej sieci komputerowej terminale będą mogły pracować online (być stale podłączone do sieci). Skutkuje to tym, że dane, na których pracuje operator, będą w każdym momencie aktualne. Oprócz korzyści, jaką jest niewątpliwie dostęp do aktualnych danych, rozwiąże to problemy konfliktów, kiedy dwóch użytkowników odwoływać się będzie do tych samych zasobów. Terminale danych będą miały mieć możliwość pracy w najnowszych standardach komunikacji bezprzewodowej WiFi (w tym standardy IEEE 802.11g oraz IEEE 802.11n) oraz komunikacji przy wykorzystaniu technologii Bluetooth (standard IEEE 802.15.1) z urządzeniami peryferyjnymi (np. mobilne drukarki etykiet).
System będzie ponadto wyposażony w możliwość modelowania procesów biznesowych. Będzie ona realizowana poprzez zdefiniowanie w systemie ścieżek, którymi będą mogły podążać surowce/półprodukty, aż do zrealizowania finalnego produktu. System będzie podpowiadał operatorowi kolejny punkt obróbki danego elementu. W wypadku osiągnięcia przezeń innego niż zakładane gniazda pomiarowego, system będzie informował użytkownika stosownym komunikatem. Operator będzie miał ponadto możliwość sprawdzenia historii elementu (punktów, w których był on do tej pory obrabiany). Projektowany system zarządzania punktem pomiarowym ma być rozwiązaniem w pełni skalowalnym. Takie rozwiązanie pozwoli na współdziałanie wielu punktów pomiarowych w szerokim zakresie – od zapewnienia kompleksowego śledzenie produktów na hali produkcyjnej (Traceability), jak również w zakresie linii produkcyjnej, poprzez możliwość komunikacji między punktami i sygnalizacji alertami niepoprawnych działań, aż po analizy pracy wszystkich punktów pomiarowych.
Przykładowe analizy mogą dotyczyć:
• Wydajności poszczególnych punktów pomiarowych oraz całych linii produkcyjnych,
• Czasu rzeczywistej pracy operatorów,
• Wydajności operatorów,
• Wyznaczenia wąskich gardeł w obróbce elementów (analizy optymalizacyjne),
• Wyznaczenia współczynnika błędów (odsetek uszkodzonych sztuk),
• Inne, zdefiniowane przez użytkownika.
Dokładne minimalne wymagania systemowe i sprzętowe systemu do zarządzania punktami pomiarowymi będą mogły zostać wyznaczone po realizacji prototypu. W chwili obecnej można już przewidywać, że wymagania te będą liniowo zależne od ilości jednocześnie pracujących operatorów oraz punktów pomiarowych.
Cechą charakterystyczną prototypu będą otwarte interfejsy komunikacyjne. Pozwoli to na integrację z praktycznie dowolnymi urządzeniami automatyki przemysłowej, czujnikami, miernikami, etc. System zarządzania punktami pomiarowymi będzie ponadto posiadał interfejsy służące do komunikacji z zewnętrznymi systemami informatycznymi, umożliwiające wymianę danych.
Podsumowanie
Badania przeprowadzone przez DataConsult Ltd. wykazały, że dotychczas nie ma firmy, która w swojej ofercie posiada zintegrowany system punktów pomiarowych dedykowanych do gniazd produkcyjnych. Użycie selektywnych bramek RFID na liniach produkcyjnych jest innowacją w skali światowej[17].
Projektowany prototyp będzie posiadał następujące zalety w stosunku do podobnych rozwiązań w skali światowej:
• Będzie wykorzystywał selektywne bramki RFID (rozwiązanie pionierskie), co pozwoli na: zwiększenie niezawodności jednoznacznej identyfikacji towarów – zarejestrowane zostaną jedynie towary przesuwane przez światło bramki; towary, które będą przemieszczać się obok bramki nie zostaną odczytane, co jest dużą zaletą w odniesieniu do klasycznych bramek RFID, zwiększoną odporność na zaburzenia elektromagnetyczne, możliwość dowolnego zagęszczenia punktów pomiarowych w ramach linii produkcyjnej, możliwość zmniejszenia odstępu pomiędzy liniami produkcyjnymi bez ryzyka sczytania elementu z sąsiedniej linii;
• Będzie miał możliwość automatycznego zapisu informacji do tagów RFID z obsługą z poziomu systemu zarządzania punktami pomiarowymi.
• Będzie w znacznym stopniu odporny na zaburzenia elektromagnetyczne generowane przez niektóre narzędzia automatyki przemysłowej.
• Będzie wyposażony w otwarte interfejsy komunikacyjne, co pozwoli na jego integrację z zewnętrznymi systemami informatycznymi oraz urządzeniami automatyki przemysłowej.
• System da możliwość elastycznego dostosowania się do istniejących rozwiązań (nie wymaga projektowania linii produkcyjnej pod system).
• Dzięki integracji modułów w jeden produkt, jakim jest punkt pomiarowy, utworzone zostanie spójne rozwiązanie, co implikować będzie następujące atuty: obniżenie kosztu i czasu wdrożenia, możliwość obsługi wdrożenia systemu przez partnerów.
• Będzie wyposażony w mechanizmy modelowania procesów biznesowych oraz kontroli jakości.
• Będzie miał możliwość wyprowadzenia interfejsów użytkownika na mobilne terminale.
• Będzie w pełni skalowalny (możliwość rozbudowy wdrożenia o dowolną liczbę punktów pomiarowych).
Bibliografia
KSIĄŻKI:
[1] S.Ahson, M.Ilyas, RFID Handbook: applications, technology, security and privacy, CRC Press, 2008.
[2] K. Finkenzeller, RFID Handbook, 2nd ed., John Wiley &Sons, Chichester 2003
[3] B.Glover, H.Bhatt, RFID essentials, Shroff Publishers&Distributors, 2006.
[4] M. Grabia, J. Majewski, G. Sokołowski, P. Hołubowicz, Technologia EPC/RFID w logistyce, Wyższa Szkoła Logistyki, Poznań, 2011.
[5] L. Hemming, Architectural Electromagnetic Shielding Handbook, IEEE Press, 1992.
[6] K. Slattery, H. Skinner, Platform Interference In Wireless Systems, Newnes, 2008.
[7] W.L. Stutzman, G.A. Thiele, Antenna Theory and Design, John Wiley &Sons, New York 1998
[8] G.R.T. White, G. Gardiner, G. Prabhakar, A.A. Razak, A Comparison of Barcoding and RFID Technologies in Practice, vol. 2, Bristol Business School, University of the West of England, , 2007
[9] W. Zieniutycz, Anteny. Podstawy polowe, Wydawnictwo Komunikacji i Łączności, Warszawa 2001
ARTYKUŁY:
[10] M. Grabia, J. Majewski, ”Znakowanie produktów opakowaniowych kodami RFID”, Opakowanie, No 8/2007
[11] M. Grabia, J. Majewski, G. Sokołowski, P. Hołubowicz, ”Pierwsze innowacyjne wdrożenie systemu EPC/RFID na polskim rynku”, Logistyka, No. 6/2009, pp. 42-46
[12] M. Grabia, ”Internet Produktów w roku 2030”, Logistyka, No. 3/2010, pp. 55-57
[13] M. Grabia, Czym jest „Internet Produktów? Część I, Transport Wewnętrzny i Magazynowanie, No 1/2012
[14] A. Maćkowiak, K. Sieczkarek, M. Łobaziewicz, ”Możliwości zastosowania materiałów absorpcyjnych EMC do eliminacji zakłóceń w pracy radiowych systemów komunikacyjnych”, Przegląd Elektrotechniczny, nr 8/2014, str. 57-60.
[15] P.Harrop, G. Holland, Das R.: Real Time Locating Systems 2012-2022, IDTechEx, York 2012
[16] Central Statistical Office, Statictical Yearbook of the Republic of Poland, 2011
[17] Opinia o innowacyjności prototypu została potwierdzona przez Akademię Górniczo-Hutniczą im. Stanisława Staszica w Krakowie, Wydział Elektrotechniki, Automatyki, Informatyki i Elektroniki
www:
[18] www.epcglobalinc.org
[19] www.gs1.org
[20] www.ilim.poznan.pl
[21] www.rfidjournal.com
[22] www.portalrfid.pl